© Thomas Schneider originalundmodell.de 2014 V1.12
© kitchecker.com 2017

Diese Seite beinhaltet folgende Themen:
•
Aktuelle Luftfahrzeuge
•
Museumsexponate
•
Kurioses für den Modellbauer
•
Im Detail (walk arround)

kitchecker
Informationen, Spaß und ein tiefer Blick hinter die
Kulissen der tschechischen Modellschmiede Eduard.

Einen
Arbeitsgang
weiter
werden
die
Ätzteilelebögen
bedruckt.
Dies
geschieht
mit
einem
UV-Tintenstrahldrucker.
Das
UV-Licht
lässt
die
Tinte
in
kürzester
Zeit
aushärten.



Im CAD-Programm werden die Bausatzteile exakt skaliert und dem Originalteil angepasst. Um eine Vorstellung
zu bekommen: Für einen modernen Schleudersitz werden ca. 120 Std. Projektzeit benötigt!
Unten: Nach der Planung und dem Musterbau geht es in die Resin-Produktion.
Auf den Tischen zeigt man uns Beispiele für Silikonformen zur Herstellung diverser Kleinteile. Die Farbe
signalisiert den Härtegrad des Silikons.

Unten: Sicherheitsmaßnahmen im Umgang mit Resin “Made in CZ” :o)) Hinweis am Resin-Kühlschrank (nicht für Lebensmittel)… …auch die Kartonkanten
des ohne Absaugung laufenden Schleifers wurden wegen Schnittgefahr sauber beklebt…
Ein
weiterer
Punkt
der
Exkursion
war
die
Decal-Produktion.
Der
technische
Leiter
des
Hauses,
Karel
Pádár,
übernahm
diesen
Teil
der
Führung.
Interessant
war
es
zu
erfahren,
wo
die
Unterschiede
liegen
bei
den
hier
von
Eduard
produzierten
Decals
in
Bezug
auf
Detailtreue
und
technische
Umsetzung.
Neben
der
eigenen
Produktion
lässt
man
zusätzlich
beim
tschechischen
Hersteller
AVIPRINT
und
beim
italienischen
Mitbewerber
Cartograf
produzieren.
Tipps
und
Tricks
wurden ausführlich erläutert. Vor der Drucklegung werden die Daten anhand von geplotteten Klebemasken in Bezug auf die korrekte Größe getestet.
Den
Abschluss
der
Veranstaltung
machte
ein
gemütlicher
Abend
im
bereits
mehrfach
frequentierten
Kulturzentrum
gegenüber
dem
Firmengebäude.
Bei
einem
exzellenten
Abendessen
in
Buffet-Form
ließ
es
sich
hervorragend
feiern
und
ausgiebig
fachsimpeln.
Natürlich
durfte
die
obligatorische
Signierstunde
mit
dem
hauseigenen
Karikaturisten
Jan
Bobek
und
seinen
e-Bunnys
nicht
fehlen.
Piotr
Forkasiewicz,
den
“Neuen”
im
Team
von
Eduard,
verantwortlicher
Künstler
für
die Boxarts und der hervorragenden Poster, konnte man ebenfalls kennen lernen.






Alles in allem hatte hier jeder, egal ob Eduard-Mitarbeiter oder Besucher, jede Menge Spaß !
Hiermit möchte ich mich herzlichst bei Vladimir Sulc und seinem Team, ganz besonders natürlich bei Jan
Zdiarský und Petr Frank, für ein fast schon “familiäres” Wochenende bedanken. Ich muss ehrlich gestehen,
dass es selten ein Modellbau-Event gegeben hat, an dem so viel gelacht wurde...
Viele Grüße nach Obrnice,
Thomas Schneider







In
der
Designabteilung
der
Fotoätzteile
herrschte
reine,
unspektakuläre
Büro-
atmosphäre.
Diese
wurde
nur
durch
die
Musterbauten
der
Modelle
etwas
aufgelockert.
Hand
in
Hand
zum
Ätzteiledesign
geschieht
das
erstellen
der
zugehörigen
Anleitungen. Die einzelnen Baustufen werden per Hand, also
klassisch
mit
Bleistift
und
Papier
gezeichnet,
per
Scanner
in
den
PC
über-
tragen und mittels Grafikprogramm konvertiert.








Unten: sonstige von Eduard hergestellte Beispiele für die Möglichkeiten dieser Technologie.
Rechts: zwar wenig vertrauenserweckend ;-) aber ein wichtiger Sicherheitsaspekt in der Abteilung mit der ständigen Säurearbeit.
Die Augen- und Ganzkörperwaschanlage.

Nach der Theorie folgt die Praxis! In der PE-Produktion begannen wir mit dem Arbeitsschritt der UV-Belichtung von Film und Metall...
Unten: Das Ausgangesmaterial sind dünne Messing- und Stahlbleche.

…und gingen weiter zu den Säurebädern, bzw. “Waschstraßen”.




Bedingt
durch
die
Verwendung
der
Inkjet-Technik
ließ
sich
bisher
auch
der
Umstand
der
nicht
immer
ganz
korrekten
Grautöne
bei
den
Cockpit-Sets
erklären,
da
es
sich
wie
bei
den
Heimdruckern
um
4
Grundfarben
aber
zusätzlich mit UV-Röhren handelte.
Rechts:
Um
diesem
Umstand
Rechnung
zu
tragen
investierte
Eduard
in
einen
neuen
LED-Drucker.
Dieser
eliminiert
nun
nicht
nur
die
vielfach
beanstandeten
Rasterungen
in
den
Drucken,
auch
die
Farbtreue
ist
durch
die
LED-Technologie
deutlich besser.
Ein
besonderes
Merkmal
des
neuen
Gerätes:
Klarlack
kann
ebenfalls
aufge-
tragen
werden
und
realisiert
somit
gleich
die
Gläser
der
Instrumente
bei
den
Cockpit-Sets.
Unten: Zur wohlverdienten Mittagspause ging es zurück in das Kulturhaus gegenüber dem Firmengebäude. Natürlich wurde auch für das leibliche Wohl
bestens gesorgt.


Viel Zeit für Fachsimpeleien blieb bei der straffen Organisation nicht. Kaum aus der Mittagspause zurück ging es in die BRASSIN-Abteilung.
Hier
wird
mit
mehreren
Technologien
gearbeitet.
Der
inzwischen
verschwindend
gering
werdende
Musterbau
in
klassischer
Scratch-Bauweise
sowie
die
Erstellung
mittels
CAD-Programm
und
Umsetzung
auf
3D-Druckern
kommen
hier
zum
Einsatz.
Den
3D-Druck
der
Repro-Vorlagen
vergibt
Eduard
derzeit
noch
an Industriepartner in Eger und Prag.


Oben: Auch in diesen Büros sind Original- und Wrackteile allgegenwärtig.





Wer mochte, durfte selbst unter Anleitung gießen.
Eduard verwendet einen Unterdruckbehälter für ein perfektes
Ergebnis.












Die
Wasserschiebebilder
werden
im
Siebdruckverfahren
im
Keller
des
Gebäudes
hergestellt.
Bei
bis
zu
12
Farb-
bzw.
Lackschichten
mit
anschließender
jeweiliger
Trocknungszeit
ist dies schon eine langwierige Angelegenheit.
In
einem
Durchgang
werden
jeweils
500
Bögen
hergestellt.
In
diesen
Räumen
muss
die
Luftfeuchte
immer
konstant
ge-
halten
werden
um
ein
Schrumpfen
des
Trägerpapiers
zu
ver-
meiden.
Für
kleine
Details
liegt
die
Grenze
bei
0,03
mm
Linienbreite.
Natürlich
durften
wir
wieder
auf
einem
vorbereiteten
Decalbogen
den
letzten
Farbauftrag
an-
bringen und die Siebdruckmaschine selbst bedienen.
Rechts:
Eine
Mitarbeiterin
erklärt
uns
die
fotobelichteten
Siebe
mit
dem
extrem
feinmaschigen
Gewebe.
Den
Abschluss
unserer
Tour
machte
die
Abteilung
Projekt
&
Konstruktion.
Hier
erhielten
wir
Einblicke
in
die
aufwändigen
Schritte
vom
Original
zum
Modell.
Technik
und
Design
der
Spritzlinge,
die
Teilezahl,
welche
Details
berücksichtigt
werden
und
so
weiter.
Zur
Konstruktion
wird
bei
Eduard
alles
verfügbare
an
Material
herangezogen.
Für
besondere
Projekte
sind
weltweite
Reisen
in
Museen
und
zu
entsprechenden
Luftwaffen
etc.
erforderlich.
Natürlich,
so
Stanislav
Archman,
wird
immer
versucht
die
(Reise-)
Kosten
so
gering
wie
möglich
zu
halten.
Doch
beispielsweise
gerade
bei
der
kommenden
Mustang
steht
ein
notwendiges
Original
nur
in
den
USA.
Die
Vermessung
der
Originalmaschinen
geschieht
dann
jeweils
mit
PC-gestützter
Lasererfassung.
Durchschnittlich
werden 16-21 Monate für ein Projekt benötigt.
In
3D-CAD
Simulationen
erhielten
wir
schon
mal
die
ersten
Informationen
zur
Produktlinie
2018.
Hauptaugenmerk
lag
auf
der
Mustang
und
Tempest
in
1/48,
sowie der MiG-21 in 1/72.
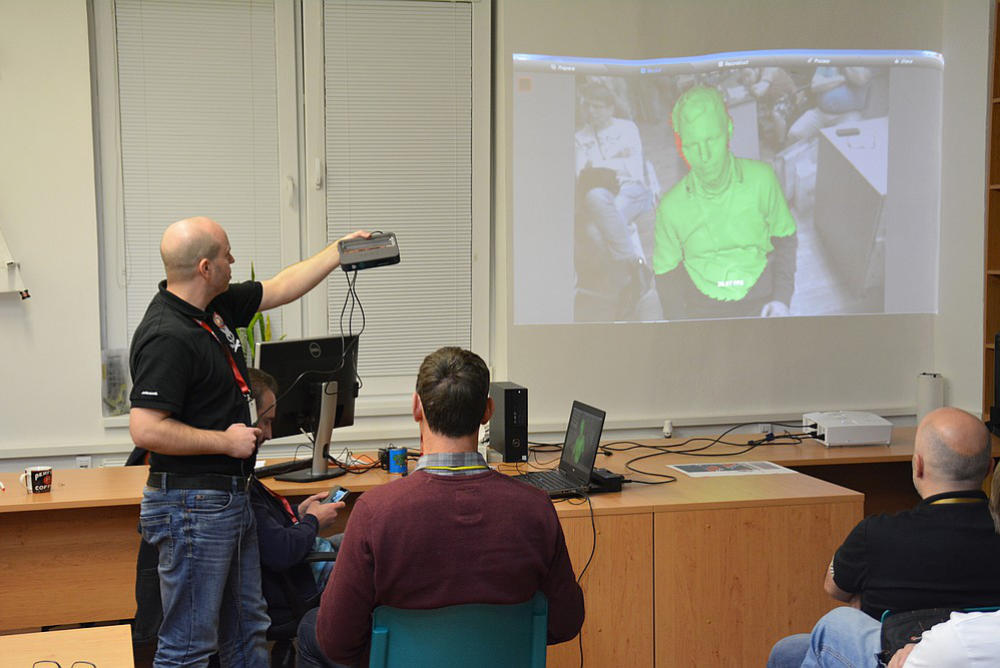
Unten:
Stanislav
Archman
erklärt
uns
(am
lebenden
Objekt)
die
Funktion
eines
3D-Scanners.
Um
gleich
verwertbare
CAD-Daten
mit
dieser
Technologie
zu
erhalten,
werden
wohl
noch
einige
Jahre
ins
Land
gehen
müssen.
Zur
Überprüfung
ob
die
Form
des
Originals
mit
den
Design-Daten
übereinstimmt
ist
es
aber ein wertvolles Hilfsmittel.